以下是我们上传的【肥乡】 本地 防撞护栏客户好评视频,视频介绍比图文介绍更全面直观一些,您可以点击观看。
以下是:肥乡【肥乡】 本地 防撞护栏客户好评的图文介绍


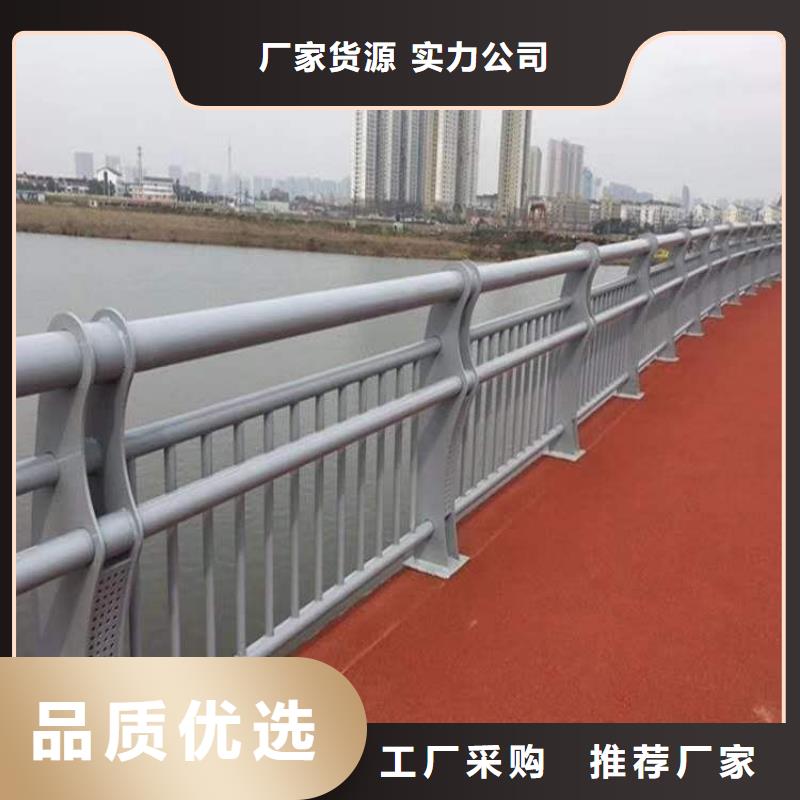
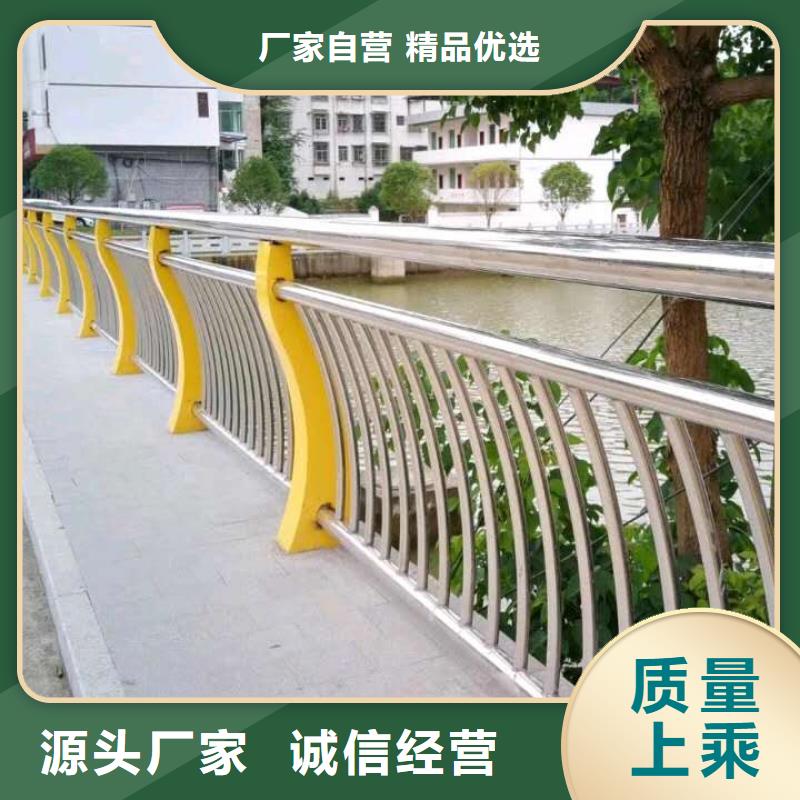
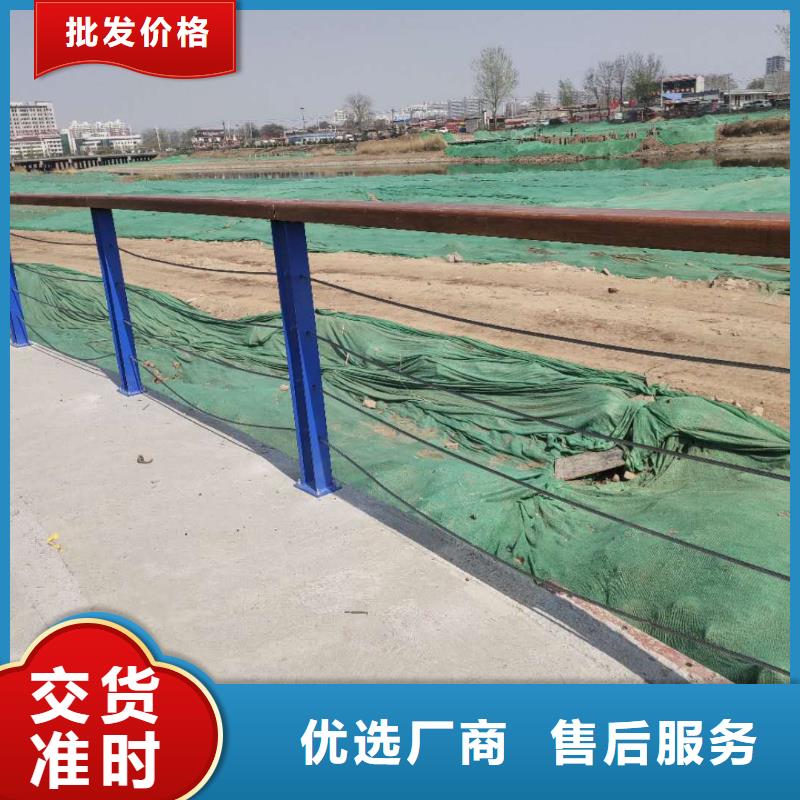
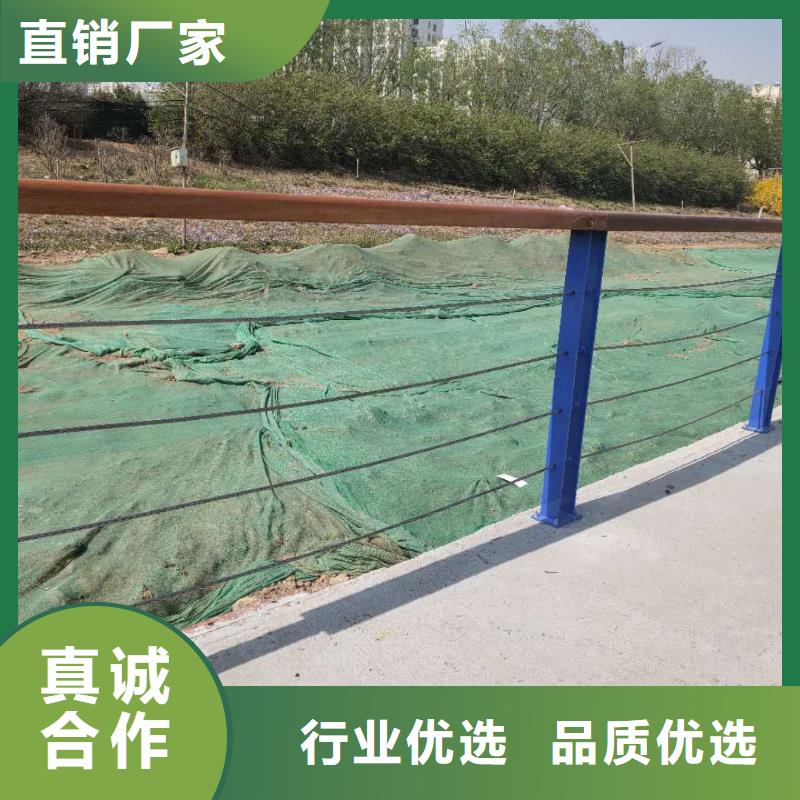
立佳金属制品有限公司可根据客户要求生产定做不同规格的 镀锌喷塑防撞栏、,我公司 镀锌喷塑防撞栏、库存量充足,品种规格齐全。本着低价经营,质量为主的销售原则,让客户买的放心,用的舒心!诚信、专业、高效是我们的服务宗旨,我们将竭诚为新老客户提供过硬的 镀锌喷塑防撞栏、产品和优质的服务,也竭诚欢迎广大新老客户来电、来函,来人洽谈业务,指导工作!


规划中的 高速公路新增路线建设;支持纳入 区域发展规划、对加强省际、区域和城际联系具有重要意义的高速公路建设,主要通道的通行能力;继续完善疏港高速公路和大中城市绕城高速公路等建设。加大国道和省道改造力度。 着力提升等级、服务能力和水平。重点国省道二级及以上公路比例,加快实施县通二级公路建设,国道二级及以上公路比例达到70%以上。建设,增强国道对县级及以上节点的连接和覆盖。加大危桥改造力度,按照规范要求严格实施安保工程。 继续推进农村公路建设。推进以西部建制村通沥青(水泥)路为重点的全国通达、通畅建设任务;完善农村公路基础设施,包括桥梁新改建工程、安保工程等;络状况,包括县乡道改造、连通工程等。到末,农村公路总里程达到390万公里。 到末,农村公路总里程达到390万公里。加快公路运输站场建设。公路客、货运输站场建成率力争达到50%和40%。重点建设一批集铁路、公路、城市交通客运中转换乘功能于一体、实现“零距离换乘”的综合客运枢纽,大力推进一级公路客运站建设,地级市至少拥有1个一级客运站。


产品特点:其色彩鲜亮、表面光洁、强度高、韧性强、耐腐蚀、抗紫外线、不退色、不开裂、不脆化的优点,成为具装饰效果的护栏精品,适用于城市道路中间,洁净宽敞的街道与鲜艳靓丽的护栏,互相映辉,筑起一道亮丽的风景线,为我们的城市增光添彩;让我们高品位的城市建设更上新台阶。 是一种用于公路、高速公路使用的护栏产品,体结构简单,造型新颖,便于运输,易安装的特点。的风筝之都潍产品的主要产地,近年来,在国内许多高速公路部分所采用。通常来说,主要用于高速公路、铁路、桥梁、体育场、机场、车站、服务区、保税区、露天仓储场、港口竺领域的围栏使用。 实体隔离栅智能NHR系列隔被广泛应用与多个行业,介绍一下智能隔离栅在安装方面的一些注意事项:安装场地--隔离栅应安装在场所。电路的铺设--阻隔式栅本安端(蓝色端)和非本安端电路的衔接导线在汇线槽中应分开铺设,各自选用的套管。 本安侧的配线管道内不允许有其它电源线,包含其本安电路运用的电源线。通往风险场所的导线应选用有蓝色符 的本安导线,导线的软铜面积有必要大于0.5平方毫米,绝缘强度应大500。在对阻隔式栅进行通电调试前,有必要注意阻隔式栅的类型、接线办法、线路极性等是不是契合规划及商品需求中的规则,不然可能对人身及设备形成损伤。





 扫一扫
扫一扫