

 扫一扫
扫一扫
聚贤丰汇金属材料有限公司多年致力于 西双版纳45#圆钢、产品研发,工艺先进、设备精良,选购 西双版纳45#圆钢、,推荐聚贤丰汇金属材料有限公司。

20g锅炉钢板切割后期导致变形是什么原因
在厚钢板切割中,温度是从上表面向下递减的,切割开始时,氧气压力逐渐增加, 在钢板厚度方向达到一致,这就造成在切割起始位置钢板厚度方向燃烧不一致,工件切割起始端产生缺陷,为避免缺陷的产生可采用以下方法:
1,采用圆弧进刀增加引入线长度,避免直接切入点,此方法使用效果较好,生产中得到较为广泛的使用,其缺点是浪费材料。
2,采用引燃棒,该方法就是在切入点处紧贴钢板厚度增加一块钢板,贴紧处不应有缝隙,割刀应从引燃棒上切聚贤钢板切割入,引燃棒将引导割矩火焰至钢板底部,使钢板上下燃烧速度达到一致,得到好的切割段面,引燃棒可采用切割下来的边角料代替,此种方法减少了工件与板边的距离,减少了边角余料的产生,有效地提高了板材利用率,引燃棒在切割特厚钢板中较为实用。
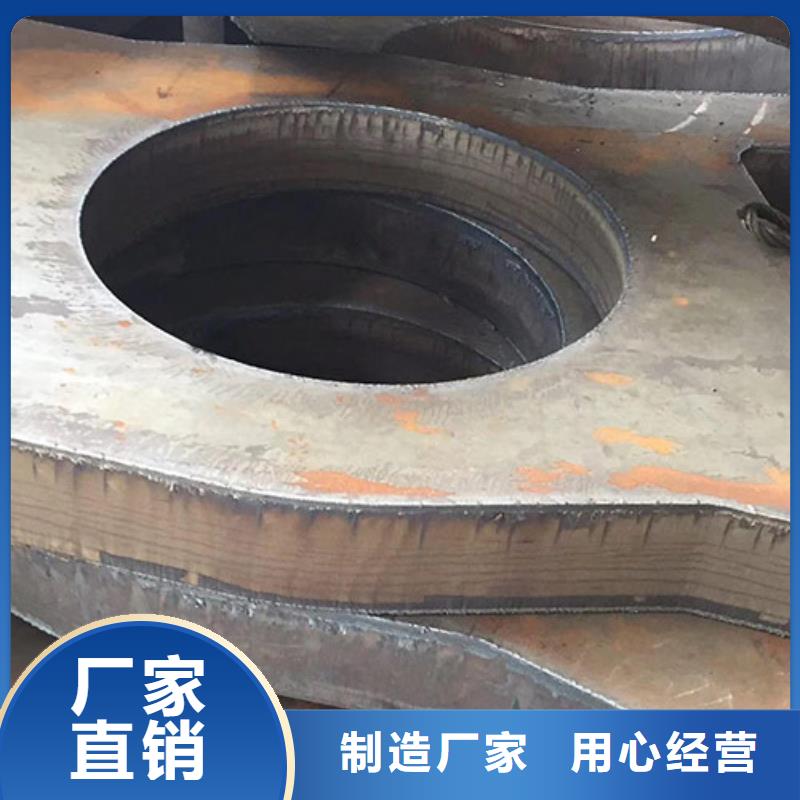
堆焊复合钢板由于硬度高,双层特性,因此机加工需要注意以下事项:。
切割:可用等离子切割,水刀,电火花,碳弧,砂轮锯将大面积复层钢板切割成所需要的形状,方法是用空气或者惰性气体等离子弧进行天津钢板零割切割,推荐方法是从合金背面开始切割,碳弧切割应从基板一面开始切割,如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。
20g锅炉钢板切割后期导致变形是什么原因
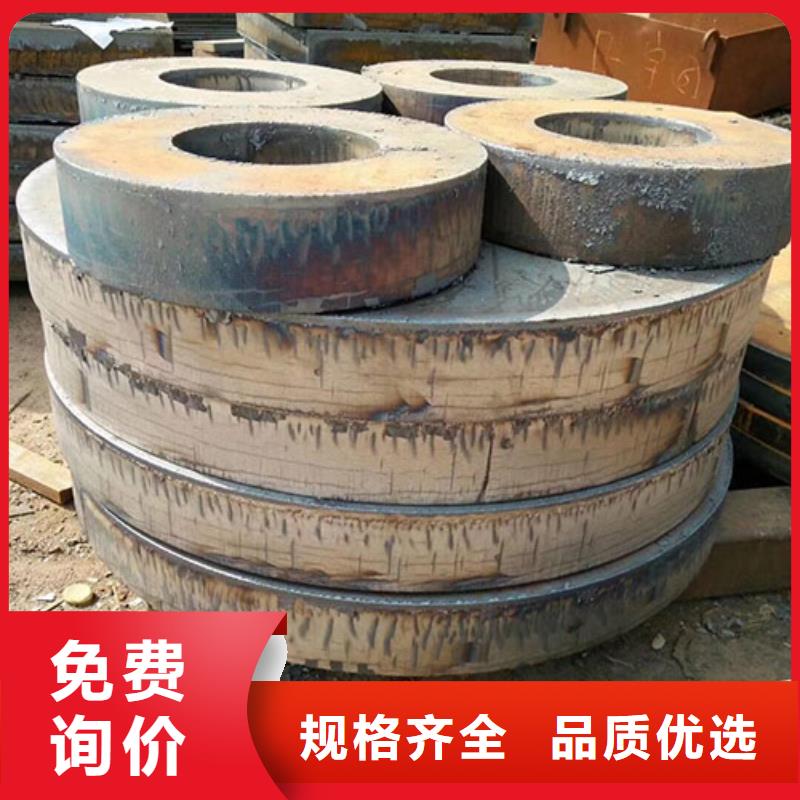
弯曲:堆焊复合钢板可以进行冷加工成型,根据需要弯曲成所需要的形状,或弧或圆,凹面成型,合金裂纹由于向内应力将紧闭,凸向成型,裂纹将变大开裂,这是正常现场,如果开裂过大,使用相应焊条进行修补,卷曲成管,按推荐最小弯曲半径进行。
开孔:大孔可以采用等离子切割,小孔推荐使用水刀,电火花等,无锡钢板加工装配螺栓用的沉头孔可以采用特殊工艺进行加工。
焊接:大面积复合钢板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐,堆焊复合钢板也可以焊接到其他钢结构上。
塞焊:可用等离子或者碳弧气刨在堆焊复合钢板上开孔,通过塞焊的方法与其他钢结构件连接。
螺栓固定:可以焊接方法将螺栓焊接到钢板的母材上,然后与其他工件连接,也可以在堆焊复合钢板上开孔,通过螺栓与其他工件连接。
20g锅炉钢板切割后期导致变形是什么原因
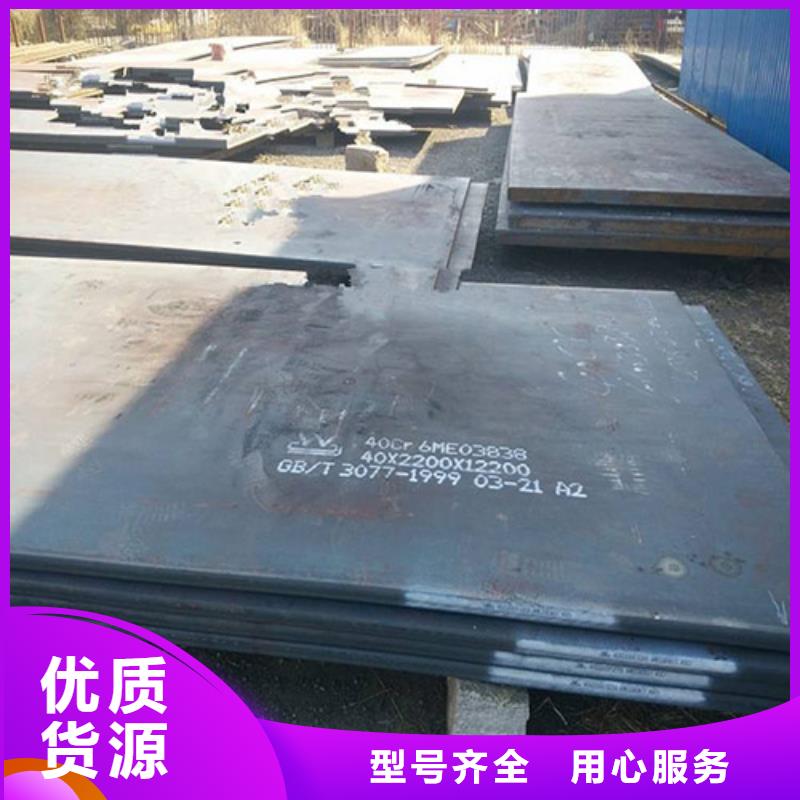
钢板在后期加工时,会因为翘曲导致切割后变形,造成工件报废,影响用户正常使用,同时造成企业经济损失,分析认为钢板经热轧后内部及上下表面存在残余应力,如果残余应力沿钢板宽度和长度方向呈不均匀分布,将会对钢板截面产生一个力矩,使钢板在分切后发生翘曲,控制措施是:。
层流冷却造成的内应力不均衡问题主要是由3种不均匀冷却导致:(1)横向冷却严重不均匀,(2)厚度方向冷却不对称,(3)横向和厚度方向冷却不均匀混合。
控制冷却的横向均匀性和厚度方向的对称性,是控制中厚板平直度,降低内应力的条件,横向冷却侧喷方案是通过改进下集管横向角度和驻水点等措施达到层流冷却温度控制均匀性。
矫直能改善钢板残余应力分布,当钢板在横断面上有应力分布不均时,可以需要采取弯辊措施以增加局部变形的方法来补偿纵向纤维的长短不齐,达到消除波浪弯,均匀化钢板内应力的目的,调节矫直机横向的凸度值调节也是改善钢板残余应力分布的重要措施。


GCR15中厚钢板用火焰切割费用比较低一些
中碳钢板的钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合钢板切割厚钢板。有的切削速度快,有的切削速度慢。有些是低成本,有些是高成本。有的准确度高,有的准确度低。
火焰切割是最古老的钢板切割方法,其切割金属的厚度从1mm到1.2m,但当需要切割厚度在20mm以下的绝大多数低碳钢板时,应采用其他的切割方法。
火焰切割是利用氧化铁燃烧过程中产生的高温对碳钢进行切割。火焰切割炬的设计为氧化铁的燃烧提供了充足的氧气,保证了良好的钢板切割效果。
火焰切割设备成本低,是钢板切割厚金属板 经济有效的手段,但在薄板切割方面有其缺点。与等离子体相比,火焰切割的热影响区更大,热变形也更大。为了准确有效的切割,操作人员需要有高超的技术来避免金属板材在切割过程中的热变形。
GCR15钢板火焰切割方式有两种:火焰切割和切割机切割。
气割
切割炬又称火焰枪。使用不同的气体,结构也不同。常用的是氧乙炔炬。乙炔压力为0.01~0.12mpa,氧气压力为0.50~1.0MPa。两种气体通过各自的通道在火焰枪中混合燃烧。火焰的大小和性质可以调整。通常采用手动手持火焰枪切割轧制后的大管坯和板坯,或对钢材矫直后的缺陷进行补充切割。
切割机切割
它由割炬、定径机构和割缝清洗装置组成,其工作原理类似于火焰枪。定长机构有机械式、脉冲式、光电式,可实现自动定长。分切清理装置是专门用于清理粘在分切口上的残留物,以防止影响钢材的表面质量。清洗方法是用刮板将粘渣刮掉,再用一组高速旋转的尖锤将粘渣和毛刺敲掉。火焰切割机主要用于连铸机后坯的在线切割设备,切割大断面坯、板坯、管坯,切割厚度大于50mm的成品钢板。
火焰切割常用的有乙炔、丙烷、液化气、焦炉气、天然气等。考虑到污染、能源消耗和成本比,天然气是最适合切割的天然气。但是天然气也有其局限性,即火焰温度不高,导致切割效率不如乙炔。为了弥补这一缺陷,大多数天然气切割厂家选择在天然气中添加增效剂来提高火焰温度和切割效率。包钢和中铁山桥集团使用的是掺有申奇添加剂的协同天然气。包钢生产的中厚板因其平整度而被文昌卫星中心工程标准化。1.检查现场是否符合安全要求,切割炬、氧气瓶、乙炔瓶(或乙炔发生器、防闪器)胶管、压力表是否正常,按操作规程连接气割设备。
2.切割前应先将工件拉平,工件下方应留有一定间隙,以方便去除氧化铁渣。切割时,为防止操作者被飞溅的氧化铁渣烫伤,必要时可加挡板。
3.通过点燃火焰检查空气管路,并适当调整预热火焰。然后打开切割氧阀,观察切割氧流量的形状(即风线)。风线应该是直线的、清晰的、长度合适的圆柱体。只有这样才能使工件切口的表面光滑、干净,宽度一致。如果空气管路不规则,应关闭所有阀门,切割喷嘴的内表面应用针或其他工具进行修整,使其光滑。
4.把氧气调到所需的压力。对于喷射式割炬,要检查割炬是否有喷射能力。检查方法是先拔出乙炔油。
GCR15中厚钢板用火焰切割费用比较低一些



国内15CrMO圆钢价格稳中趋强运行,其中重点区域天津、西安、武汉等早盘报价以稳为主,根据市场反馈,今日期货主力市场虽继续延续涨势,但无奈连日追高终端市场恐高心理占据主导,纷纷暂停拿货脚步,据各地区大户反馈,近两日市场整体成交情况偏差,一来是下游商家资金压力凸显,拿货积极性较差,二来中间贸易环节担忧价格持续走高,月底结算价格或呈现暴涨,因此近几日贸易商惜售心理有所显现,截止上午,国内镀锌圆钢市场整体成交情况较为清淡。
时至下午,期货尾盘呈现高位上扬走势,国内商家见此报价纷纷上调,如重点地区邯郸、唐山、江阴、乐从等区域报价较上午明显上调,追踪市场成交情况,目前资源多在二、三级商家手中流转,实际流入终端市场少之又少,后期来看,美元持续放水,对于大宗商品15CrMO钢板价格仍起到强势助推作用,加之原料市场持续坚挺,若无货币收窄等相关政策,短期镀锌圆钢产品价格难有大幅回调的可能,有鉴于此,预计镀锌圆钢市场价格应继续震荡偏强走势。
各品种价格持续下行,其中尤其以二三线城市的补跌较为迅猛。不过,受汇丰制造业PMI数值转好以及楼市松绑限贷支撑,昨日沦陷后的资本市场也在今日出现缓和,沪指重新站上2300元,板块全面上涨,而镀锌大棚钢管期货也收出阳线,螺纹钢期货在低位放大量收出十字星,暗示市场低位反复的迹象或将增加。同时,对于现货钢市而言,贸易商心态也出现微妙的变化,无论是对于当下钢价跌至的8年来低点,还是各成品材目前整体偏低的价格水平,镀锌大棚钢管市场继续向下调低的动能在减弱,相反,对于市场随时可能出现反抽的希冀则是越来越强。本周国内钢价恐慌性下跌,螺纹钢价格再创十年来新低,在目前的大环境下,短期内价格难有实质性的大幅反弹出现,但并不排除阶段性小幅上涨行情出现。周五螺纹钢期货、热轧卷板期货再创下新低后小幅拉涨,收盘价螺纹钢比 价格高52元,热卷期货收盘价比 价格高56元,让市场稍看到了些许曙光。国庆节后螺纹钢期货如果持仓仍在150万手以上,保证金比例将从5%提升到11%,周五螺纹钢期货大幅减仓28万手,但仍有284万手,目前市场为空头优势,空头减仓将有利于镀锌大棚钢管期货的反弹走势。现货层面,北方主导钢厂结算价格出台,商家打压价格的意愿转弱,同时部分工地将为节日备货,采购量会有所增长,镀锌大棚钢管也有助于价格走高。
15crmoA圆钢始终维稳。但受出货不畅影响,周初开市,管厂出厂价格再次出现小幅滑落,现唐山主要管厂报价在2310-2330之间,市场观望情绪持续。市场方面,前段时间上游市场的调价继续影响本地市场,加上下游工程开工量不多,市场出货极为清淡,贸易商趁机再次调价,但效果依然不理想。目前贸易商的心态仍显悲观,蔬菜大棚管操作谨慎,拿货消极。鉴于市场现状,短期内大连市场焊管价格仍弱势盘整为主。
近期上游原料连同管价止跌回稳,但此波降价调整导致市场整体出货情况趋弱,加上农忙及天气影响,终端工程进程放缓,终端需求不足对市场钢价支撑有限,更难带动价格反弹,贸易商对8月份多数悲观。库存上,虽市场备货相对谨慎,但管厂供货压力仍大,商家出货为主,现大户资源量在2000吨左右。蔬菜大棚管或弱势盘整。



技术支持:cnwbgg.com