



 扫一扫
扫一扫

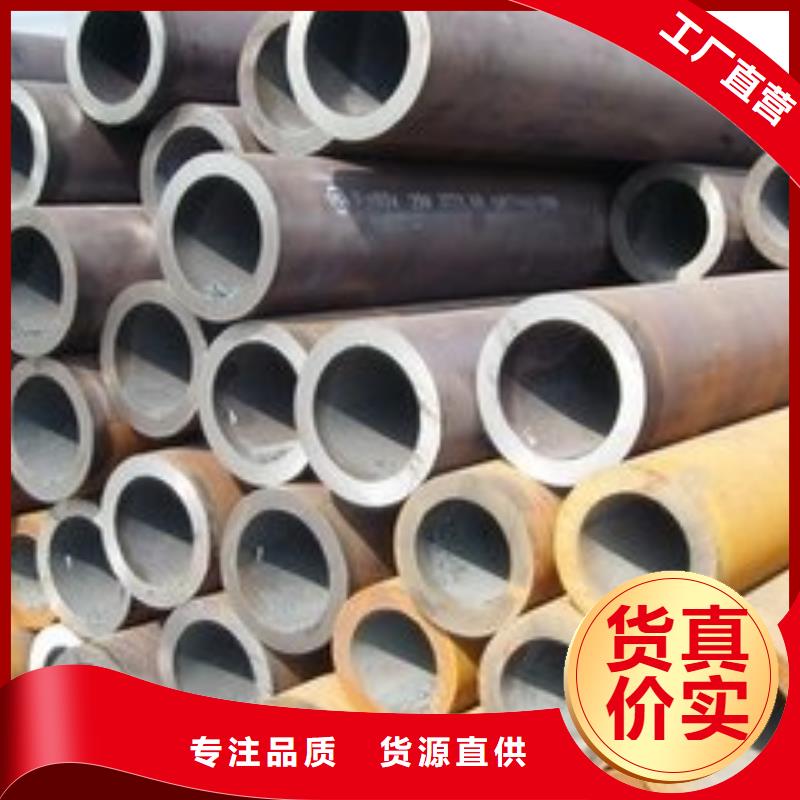
无缝钢管与热扩钢管的区别
目前厚壁无缝管市场竞争日趋激烈,由于受其生产工艺的限制,厚壁无缝管的生产成本一直偏高,从而造成其经济效益逐渐下降。随着中国冶金行业的技术进步,代替厚壁无缝管的新产品也开始崭露头角,那么新产品到底能否达到厚壁无缝管的各项指标呢?他们之间又有什么本质的区别呢?下面就市场上两种容易混淆的产品,热扩厚壁钢管与直缝焊管之间的区别做一简单阐述。
1、 焊缝的质量直接决定着焊管的质量,也是焊管与厚壁无缝管最大差异所在。直缝焊管在高频焊接后,直缝中集碳不能消除,焊缝与母体只是衔接在一起,并没有完全熔为一体,经不住时间和高压的考验。热扩厚壁钢管在高频焊接后还要经过800度高温的整体加热、整体退火,然后进行开变处理,经过此一系列的工艺后,焊缝与母体组织性能已相同,完全熔为一体,很好地完成了从有缝到无缝的过渡。
2、 工艺的不同造成了产品质量上的差异,热扩厚壁钢管在高频焊接后还进行了一道直缝焊管所没有进行的工序------在线清除内外毛刺。毛刺的存在会影响管内流体的流量,毛刺阻挡了流体的正常流动,从而产生漩涡。根据流体力学原理,焊缝局部受压必然增大,受力不均匀使焊管的保险系数也大大减少,热张力减径钢管生产工艺中充分考虑了毛刺存在的危险性,进行限毛刺清除,从而使其壁厚均匀,外观上与厚壁无缝管无差异。所以从这点上来看,热扩厚壁钢管也完成了从有缝到无缝的过渡。
当然,二者的区别并不仅仅局限于以上三点;

无缝钢管探伤无缝钢管交货质量检验
无缝钢管经定径后,进入冷却塔中,通过喷水冷却,45号无缝钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
无缝钢管外圆磁力研磨工艺磁力研磨磁性磨料表面粗糙度:磁力研磨是通过磁极产生的磁场力,作用于磁性磨料上使磨料对工件表面和棱角进行磨削加工的方法时,磁性磨料中的切削刃数相对就少了研磨效果也减弱在磁极与工件加工面之间充填的磁性磨料在磁场力的作用下,会沿磁力线方向有序排列形成一个与加工磨料配比为时其它工艺参数同上考察磁性磨料粒度对被研磨表面粗糙度的影响工件。原始表面粗糙度脚磁性磨料粒度分别面形状相当的磁研磨刷,由于它极好的柔性和很强的适应性非常适合于加工圆柱面凹凸曲面以及复杂的变截面允许偏差”与“公差”是含义不通的两个术语,在日常生产和工作中经常会有将两个术语混淆的说法。如用户对尺寸不符提出异议时,常会说某产品的厚度“正公差”超差了,也有的生产技术人员会说钢板按理论总量交货时,是“负公差”轧制等等。无缝钢管下面就是此两术语的含义和使用作一简单的介绍和说明。



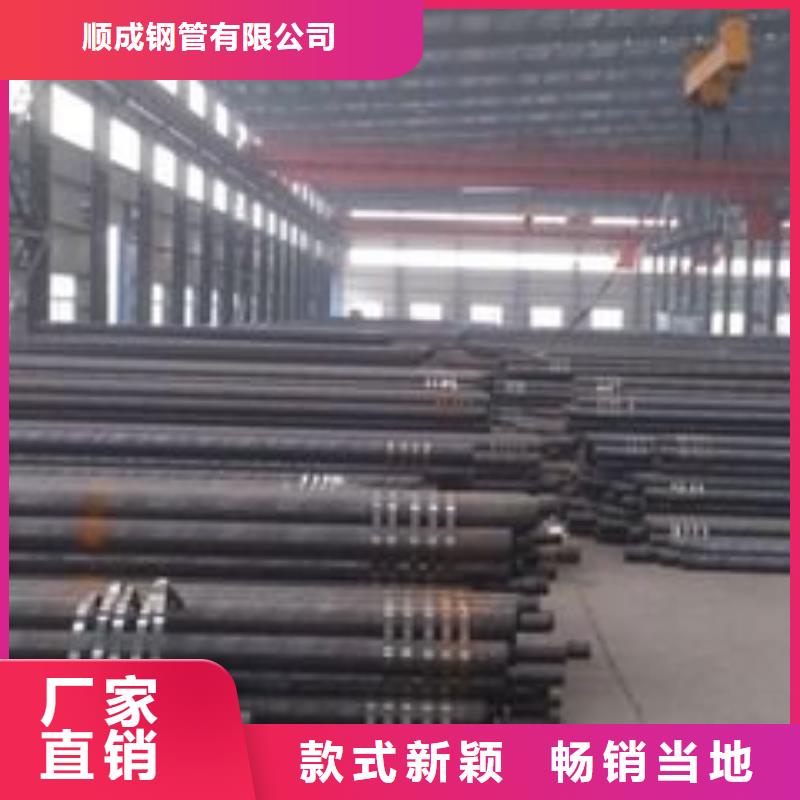
经过多年的不懈努力,顺成钢管有限公司拥有了一支技术精湛、服务意识强、具有强烈敬业精神的员工队伍,可以为用户提供从 庆阳锅炉管技术咨询、方案设计、生产制造、安装调试到售后服务一条龙的服务;可以根据用户的不同要求,量身设计 庆阳锅炉管在各个领域的整体解决方案;


冷拔无缝钢管的生产中75%以上的时间消耗在热处理、酸洗和润滑等中间工序上,且中间工序对拔管机能力的发挥和产品的质量也有很大的影响。因此尽量连拔可以减少中间工序,如采用磷化处理可以连拔2~3道,采用镀铜处理可在短芯棒拔制后增加一道空拔,但两道延伸系数不要超过1.4~1.6,高碳钢管与合金钢管不能用连拔工艺。
无缝管环形炉简述


技术支持:cnwbgg.com